








Fresatrice CAD CAM dentale Fresatrice dentale a 5 assi per zirconio
Fresatrice CAD CAM dentale Fresatrice dentale a 5 assi per zirconio, che è una fresatrice a secco e di alta precisione per laboratori odontotecnici e centri di fresatura. Può fresare zirconia, cera, pmma, peek. Fresatrice CAD CAM dentale La fresatrice CNC a 5 assi per zirconio dentale utilizza mandrino e servomotore di alta qualità, che garantiscono la stabilità della fresatrice.

- introduzione al prodotto
Descrizione dei prodotti

Fresatrice CAD CAM dentale La fresatrice Zirconia Dental a 5 assi è un'apparecchiatura dentale ad alta-precisione che combina la tecnologia di fresatura a 5 assi con i sistemi di progettazione CAD/CAM. Fresatrice CAD CAM dentale La fresatrice dentale a 5 assi per zirconio supporta la lavorazione di precisione di vari materiali come zirconia, pmma, cera, peek, ecc., fornendo soluzioni di restauro efficienti e accurate. È possibile lavorare forme complesse e il sistema genera automaticamente percorsi di lavorazione ottimizzati, in modo che ogni restauro abbia una precisione estremamente elevata.
Parametro dei prodotti

|
Modello |
C5 |
|
Asse |
5 |
|
Modalità di fresatura |
Asciutto |
|
Tipo di prodotto |
Corona/cappetta, Ponte, |
|
Velocità massima del mandrino |
60000 giri/min |
|
Potenza del mandrino |
650w |
|
Raffreddamento del mandrino |
Raffreddamento ad aria |
|
Intervallo di rotazione |
Asse A: 360 gradi Asse B:+25 gradi -115 gradi |
|
Numero di utensili alloggiati |
14 |
|
Aria compressa compatibile |
>6pa(Senza olio e senza acqua) |
|
Forma del pezzo caricabile |
Diametro del disco: 98 mm |
|
Tensione in ingresso |
massimo 850 W, 50-60 Hz, 220 ACV |
|
Dimensioni esterne |
468*600*660mm |
|
Peso |
90 kg |
|
Insieme di comandi di controllo |
Codice NC |
|
Precisione |
0,01 mm |
Dettagli dei prodotti

Vantaggi dei prodotti
1. Dettagli e complessità migliorati: la funzionalità a 5 assi consente progetti complessi e restauri dentali complessi
2.Versatilità: in grado di lavorare con materiali diversi, fornendo flessibilità nei tipi di restauri che possono essere prodotti.
3.Efficienza: riduce il tempo necessario per la fresatura e aumenta la produttività complessiva in un laboratorio odontotecnico.
4. oltre a, ci sono:




Spiegazione dettagliata del principio di funzionamento
(1) Conversione dalla progettazione digitale all'elaborazione fisica
Inserimento dei dati: ottieni i dati 3D dei denti del paziente (come il formato STL) tramite uno scanner intraorale o uno scanner di modelli e trasferiscili al software CAD per la progettazione del restauro.
Pianificazione del percorso: il software CAM converte il modello 3D del restauro in un percorso di lavorazione (codice G), definendo la traiettoria di movimento dell'utensile, la profondità di taglio, la velocità di avanzamento e altri parametri.
Controllo del collegamento a cinque-assi: il sistema CNC controlla in modo sincrono l'asse lineare X/Y/Z e l'asse rotante A/C della macchina utensile, consentendo allo strumento di inclinarsi o ruotare di qualsiasi angolazione per elaborare superfici curve complesse (come la superficie occlusale della corona e la superficie adiacente).
(2) Principio geometrico della lavorazione a cinque-assi
Inclinazione ed evitamento dell'utensile: regolare l'angolo dell'utensile attraverso l'asse rotante (asse A/C) per evitare interferenze tra l'utensile e il pezzo o l'attrezzatura, come la lavorazione di cavità profonde o strutture concave.
Elaborazione continua: il collegamento a cinque-assi può realizzare il taglio normale dell'utensile lungo la superficie curva, ridurre l'effetto gradino della fresatura a strati e migliorare la finitura superficiale.
(3) Feedback e compenso in tempo reale-
Sistema di controllo-a circuito chiuso: monitoraggio in-tempo reale delle posizioni dell'utensile e del pezzo tramite righelli o codificatori, confronto dei percorsi teorici con le posizioni effettive e compensazione dinamica degli errori.
Controllo della deformazione termica: alcune apparecchiature sono dotate di-sensori di temperatura integrati per regolare automaticamente il sistema di raffreddamento o i parametri di lavorazione per ridurre l'impatto della deformazione termica sulla precisione della macchina utensile.
fabbrica
Area di copertura
anni di esperienza
Paesi esportatori
Servizi clienti


Certificati dei prodotti

feedback dei clienti

Esposizione prodotti

Precauzioni per la fresatura dei materiali
(1) Proprietà del materiale zirconio e requisiti di lavorazione
Stati pre-sinterizzato e completamente sinterizzato:
Zirconia presinterizzata (stato morbido): bassa durezza, facile da tagliare, ma è necessario riservare un margine di contrazione (circa 20-25%) ed è necessaria la sinterizzazione ad alta temperatura per raggiungere la resistenza finale dopo la lavorazione.
Zirconia completamente sinterizzata (stato duro): trasformata direttamente in prodotti finiti, ma estremamente soggetta a usura-soggetta all'utensile, adatta solo per finiture minime.
Controllo delle polveri: la polvere di zirconio è biologicamente inerte, ma l'inalazione-a lungo termine può essere dannosa per la salute ed è necessario dotare un efficiente dispositivo di raccolta delle polveri.
(2) Selezione e gestione degli strumenti
Tipi di utensili: utensili con rivestimento diamantato-(adatti per zirconia pre-sinterizzata), utensili in diamante policristallino (PCD) (adatti per materiali ad alta-durezza).
Monitoraggio dell'usura: controllare regolarmente l'usura del tagliente per evitare superfici di lavorazione ruvide o il collasso del tagliente del materiale a causa di utensili smussati.
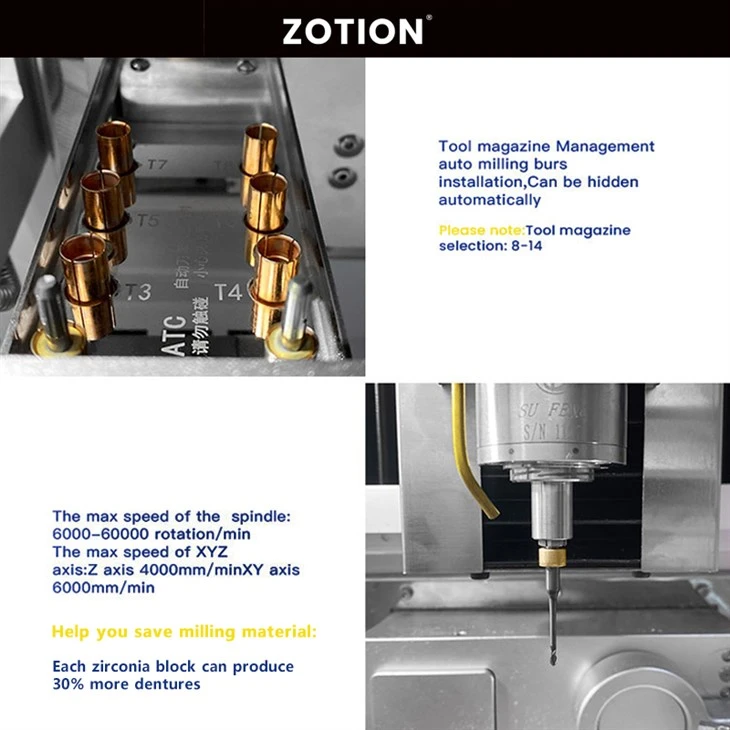
Ottimizzazione dei parametri di taglio: regola la velocità di rotazione (ad es. zirconio pre-sinterizzato: 6.000-60.000 giri/min) e la velocità di avanzamento in base allo stato del materiale per evitare il surriscaldamento del materiale o la rottura dell'utensile.
(3) Raffreddamento e lubrificazione
Taglio a secco: la lavorazione della zirconio solitamente adotta il taglio a secco per evitare la contaminazione del liquido refrigerante dei materiali o compromettere la successiva sinterizzazione.
Sistema di raffreddamento ad aria: alcune apparecchiature utilizzano aria compressa per raffreddare l'utensile e rimuovere i trucioli per evitare l'accumulo di polvere.
(4) Fissaggio e bloccaggio del materiale
Design speciale dell'attrezzatura: i blocchi di zirconio devono essere fissati mediante ventose a vuoto o dispositivi personalizzati per evitare spostamenti causati dalle vibrazioni durante la lavorazione.
Pretrattamento dei grezzi: assicurarsi che la superficie dei blocchi di zirconio sia piana per evitare errori di lavorazione causati da un bloccaggio non uniforme.
3. Calibrazione dell'attrezzatura e verifica dell'accuratezza
Test di precisione dinamica: utilizza campioni di prova standard (come ballbar) per rilevare la precisione del collegamento a cinque-assi per garantire la precisione di posizionamento secondo lo standard ISO 10791 (solitamente inferiore o uguale a 5μm).
Compensazione della lunghezza dell'utensile: calibrare regolarmente la lunghezza e il raggio dell'utensile per evitare deviazioni delle dimensioni di lavorazione dovute a errori di installazione.
Calibrazione del punto centrale dell'asse di rotazione: utilizza sonde o laser per calibrare il centro di rotazione dell'asse A/C per garantire la precisione del movimento coordinato multiasse.
4. Requisiti ambientali e operativi
Controllo della temperatura e dell'umidità: la temperatura dell'ambiente di lavoro consigliata è di 20-25 gradi e l'umidità è del 40-60% per prevenire l'espansione e la contrazione termica delle parti metalliche della macchina utensile o l'assorbimento di umidità del pezzo grezzo in zirconio.
Stabilità dell'alimentatore: è necessario un alimentatore stabilizzato per evitare che le fluttuazioni di tensione influenzino le prestazioni del sistema CNC o del motore del mandrino.
Fondazione-a prova di vibrazioni: la macchina utensile deve essere installata su una fondazione-a prova di vibrazioni o su una piattaforma di isolamento dalle vibrazioni per ridurre l'impatto delle vibrazioni esterne sulla precisione della lavorazione.
5. Compatibilità software e hardware
Sistemi aperti e chiusi:
Sistema aperto: supporta software CAD/CAM di terze-parti (come 3Shape, exocad) con elevata flessibilità.
Sistema chiuso: compatibile solo con il software del produttore, con elevata ottimizzazione ma scalabilità limitata.
Personalizzazione del post-processore: il software CAM deve corrispondere alla logica di movimento dei cinque-assi di una specifica macchina utensile per evitare conflitti di codice ed errori di elaborazione.
6. Standard e regolamenti di settore
Certificazione dei dispositivi medici: l'apparecchiatura deve essere conforme alla norma ISO 13485 (Sistema di gestione della qualità per i dispositivi medici) e alla certificazione FDA (USA) o CE (UE).
Certificazione di compatibilità dei materiali: garantire che il restauro in zirconio lavorato soddisfi i requisiti di biocompatibilità della norma ISO 13356 (zirconia per impianti chirurgici).
Smaltimento dei rifiuti: la polvere di zirconio dopo il taglio deve essere gestita in conformità con le specifiche relative ai rifiuti sanitari o alle polveri industriali.
7. Casi tipici e modalità di guasto
Cause comuni di errore di elaborazione:
Il bloccaggio incerto del materiale porta allo spostamento;
L'usura dell'utensile non viene sostituita in tempo;
Errori di pianificazione del percorso CAM (come la mancata considerazione della compensazione del raggio utensile);
Le macchine utensili non calibrate portano all'asincronia tra gli assi.
Trattamento di emergenza: dotato di sistema di cambio utensile rapido, attrezzature di ricambio e funzione di simulazione del percorso del software CAM (rilevamento anti-collisione).
Etichetta sexy: Fresatrice CAD CAM dentale Fresatrice dentale a 5 assi per zirconio, Cina, fornitori, produttori, fabbrica, personalizzata
Potrebbe piacerti anche





